
Project
Bluescope Steel Port Kembla
Discover how an Airocle ventilation system at Bluescope Steel Port Kembla reduced temperatures from 70°C to 32°C.
Read more


Natural Ventilation That Stops Corrosion
Airocle delivered a natural ventilation solution at the Mount Owen Coal Washery to control extreme heat, moisture and condensation driving corrosion. Using a passive push-pull airflow system, the upgrade stabilised internal conditions, improved air quality and significantly extended the structure’s service life — all without mechanical ventilation.

KEY OUTCOMES
Reduced Internal Condensation
Moisture Control at the Source
The ventilation system’s push-pull airflow dramatically decreases condensation buildup inside the washery, protecting structural elements and equipment.
Improved Air Quality & Visibility
Better Working Conditions
By extracting heat, moisture and airborne contaminants naturally, the system enhances visibility and creates a safer, more comfortable environment for plant personnel.
Extended Structural Lifespan
Corrosion Slowed Significantly
With corrosion rates noticeably reduced, the expected lifespan of the facility’s structure has been extended to over 10 years, versus the typical 5–7 years seen without dedicated ventilation.
Located in the heart of the Hunter Valley in New South Wales, the Mount Owen Coal Washery plays a critical role in coal processing and handling for the surrounding mining operations.
Coal washing is an essential process that improves the quality and market value of coal by removing impurities like soil, rock, shale, and other non-coal materials. This not only improves the energy content of the coal but also reduces emissions when it’s burned.
Here’s a simple breakdown of the main steps involved:
An additional challenge at Mount Owen is the intense vibration caused by the site’s large coal shaker — a piece of equipment that separates material by rapidly shaking it on a screen deck. This constant, heavy shaking sends vibration through the entire building structure, adding further stress on both the equipment and the surrounding infrastructure.
This multi-step process generates significant heat, moisture, dust, and vibration inside the plant — making a robust, corrosion-resistant ventilation system essential for protecting both equipment and workers.
GALLERY

The constant generation of heat and moisture inside the coal washery created a high-condensation environment, which was a major challenge for the Mount Owen facility. Without effective coal washery ventilation and moisture management, this build-up led to rapid and premature corrosion of the building’s structural components, plant equipment, and critical machinery.
This corrosion didn’t just threaten the physical infrastructure — it also increased the risk of unplanned downtime, higher maintenance costs, and production delays. Left unaddressed, these issues could compromise the long-term performance and reliability of the coal processing plant, reduce operational efficiency, and shorten the lifespan of key mining infrastructure.
For a high-output mining site like Mount Owen, maintaining structural integrity, equipment performance, and process reliability is essential — making the need for a robust, natural ventilation system clear.
Airocle was engaged to deliver a tailored, passive ventilation solution that could meet the site’s heavy-duty requirements while withstanding the harsh conditions of a coal processing environment.
Our team conducted detailed site surveys to identify hotspots — areas experiencing the most extreme heat, dust and condensation accumulation. Working closely with the plant’s engineers and operators, we developed a custom natural ventilation strategy that would allow the facility to self-regulate internal air conditions without the need for mechanical systems.
The system included:
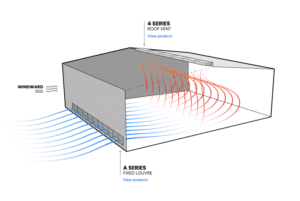
This push-pull effect — drawing cooler air in while exhausting warm, moist air out — was key to reducing condensation throughout the structure.
The entire system was designed, manufactured and retrofitted with zero disruption to site operations — delivered on time and within budget.
And the results speak for themselves: by significantly reducing internal moisture and corrosion, the natural ventilation system has extended the expected lifespan of the structure to over 10 years — a substantial improvement compared to the industry average of 5–7 years in facilities without dedicated ventilation.
Given the highly corrosive conditions inside coal processing facilities, selecting the right materials and protective coatings is critical for long-term durability.
Airocle natural ventilation systems are engineered with industrial-grade materials and corrosion-resistant finishes that help withstand the extreme heat, moisture, dust, and vibration typically found in mining and coal washery environments.
By applying appropriate advanced protective coatings to both structural components and sheet metal elements, Airocle ensures its ventilation systems maintain performance and reliability over time — even in the most demanding industrial settings.
These corrosion control measures help to:
Since the installation, the Mount Owen Coal Washery has seen:
This project is a powerful example of how engineered natural ventilation can solve complex heat and moisture problems in industrial environments — with long-term benefits for safety, maintenance and performance.
Discovery more on our natural ventilation solutions for mining here.


Explore how we can help you to improve your building comfort, smoke and fire safety, and green credentials today. We offer natural ventilation and passive smoke hazard management design advice. Call our team to arrange a site assessment
We are ISO certified. Our systems, processes, and procedures meet strict international standards, reassuring you of service excellence, quality, and consistency of our services and products no matter where you are located.